





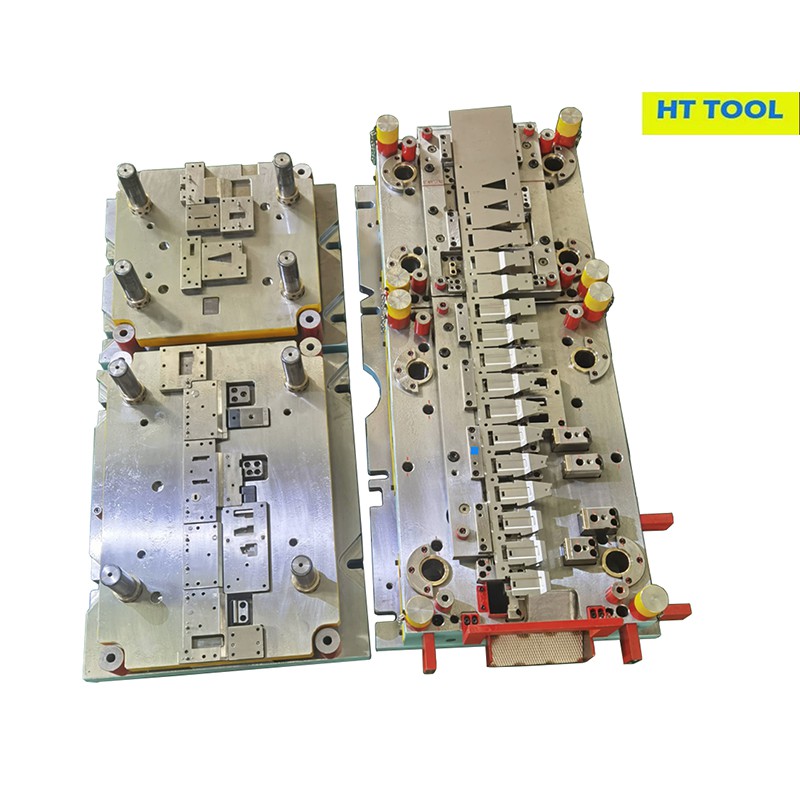
Сложени алат и прогресивни алат
Величина производа: 2500Л*700В*550Х
Материјал: угљенични челик, нерђајући челик, алуминијумска плоча, месинг, бакар или поцинковани лим итд.
Опис производа
|
Назив производа |
Сложени алат и Прогресивни алат |
|
Ставка бр. |
ХТСД-004 |
|
Величина производа |
2500L*700W*550H |
|
Материјал |
Угљенични челик, нерђајући челик, алуминијумска плоча, месинг, бакар или поцинковани лим итд. |
|
Дебљина материјала |
0.5-8мм или прилагођено |
|
Површинска обрада |
Поцинковано, прашкасто, фарбање, полирање, четкање, хромирање, елоксирање, пескарење итд. |
|
Машинска опрема |
ЦНЦ, ЕДМ, Аргие Цхармиллес, Машина за глодање, 3ДЦММ, |
|
Лого Метход |
Ласерско гравирање, ЦНЦ гравирање |
|
Примена у индустрији |
Аутомобили, Кућни апарати, Електроника, Ваздухопловство |
|
Паковање |
Дрвена кутија или по Вашој жељи |
|
Тестинг Фацилити |
Три координатна мерна машина, микрометар, чељусти, 3Д скенер |
|
Производна способност |
150 комплета годишње |
Увођење сложеног алата и прогресивног алата:
Сложене калупе за штанцање се израђују уз помоћ дизајна сложених калупа. Ова матрица је направљена за обављање неколико задатака са сваким потезом притиска и користи се за операције сечења као што су слепљење и пирсинг. Због своје способности да обављају задатке брже од једноставних калупа за штанцање, сложене калупе за штанцање су прикладније за сложене или тешке послове.
Прогресивно штанцање алата је идеално за дуге производне циклусе због велике поновљивости. У овој методи штанцања метала користи се једна машина са више матрица. Свака станица на којој се врши операција штанцања аутоматски помера металну траку материјала залиха. Готови део се затим мора одрезати од траке као последњи корак.


Сложени алат и процес прогресивног алата
Сложени алат и прогресивни алат нуде исплатив и ефикасан метод за производњу великих серија коришћењем прогресивне матрице. Матрица садржи неколико станица за штанцање које обављају јединствене операције обликовања док се трака од лима увлачи кроз машину. Комбиновање неопходних алата за штанцање у један сет матрица побољшава ефикасност пројекта штанцања.
Следеће компоненте су неопходне за прогресивну матрицу:
❆ Дие Сет
❆ Дие Буттонс (чауре)
❆Пунцхес
❆ Држач бушотина
❆Тањир (пресек)
❆Пинс
❆ Чишћење пужева
❆ Стрипер
Сложени алат и прогресивни такође могу укључивати карактеристике као што су подлошке, зауставни блокови, клизачи или сензори. Примарни циљ ових компоненти је да обезбеде тачно руковање материјалом.
Прогресивно штанцање метала прати ове кораке:
Прогресивна матрица је постављена унутар клипне пресе за штанцање.
Преса се помера нагоре, доносећи са собом горњу матрицу и омогућавајући металној траци да се увуче у опрему.
Када се преса помери надоле, матрица се затвара да би се извршила операција штанцања.
Готови део се ослобађа из калупа сваким потезом пресе.
Коначна гранична станица одваја готове делове од транспортне мреже.
Наше услуге
ЦАЕ анализа: Прецизна ЦАЕ анализа помаже да се побољша квалитет делова и оптимизује матрица за пренос прогресивног металног штанцања и други процес алата за штанцање. Истовремени инжењеринг, преглед дизајна производа и рано укључивање могу помоћи да се скрати време трајања пројекта. Ово је пример наше ЦАЕ симулације прогресивног штанцања метала:
ЦАЕ симулација

3D симулација преносне матрице

Дизајнирање калупа за штанцање:У одељењу за пројектовање алата, у могућности смо да нашим клијентима пружимо читав низ услуга. Инжењери користе АУТОФОРМ како би осигурали продуктивност штанцања и симулације (доступне су студије о пукотинама, борама, одскоку, компензацији, видео записима итд.). За комплетан 3Д / 2Д дизајн алата, наши дизајнери (к9) користе УГ софтвер.
3D прогресивно штанцање металадизајн

3D трансфер диедизајн

Управљање пројектом:За сваки пројекат прогресивног штанцања метала, доделићемо једног инжењера пројекта који ће управљати целом процедуром од концепта самог почетка до савршеног завршетка. Имамо диван тим за управљање пројектима, који поседује јаку инжењерску позадину и добру комуникацију на енглеском. Ово помаже да ваш пројекат иде глатко и под контролом. Обавештаваћемо купца о детаљима овог пројекта недељним извештајем и ажурираним сликама. Клијенту је лако управљати пројектом у исто време. Ми ћемо обезбедити висок стандард услуге купцима самопобољшањем. Само један телефонски позив или е-маил и видећете да смо спремни за вас у било ком тренутку.

Оптимизација трошкова производње:Када блиско сарађујемо са клијентима од планирања процеса до пројектовања алата, увек трошимо много ресурса и напора на максимизирање стопе искоришћења материјала и хода преса и минимизирање броја алатних станица истовремено осигуравајући стабилност и поновљивост производње.

Производња калупа за штанцање:ХТ ТООЛ је у могућности да креира прогресивно штанцање метала у својој кући како би задовољио све потребе наших купаца. Наше инжењерско одељење ради са нашим талентованим особљем како би осигурало квалитет ваших делова. Табела испод је наша листа опреме за машинску обраду:
|
Ставка бр. |
Опрема |
Спецификација (мм) |
КОЛ |
|
1 |
Пресс Мацхине |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Машина за храњење три у једном |
Ширина 600 мм, дебљина 0.5- 4.5 мм |
1 |
|
5 |
Машина за храњење три у једном |
Ширина 1200мм, дебљина 0.5- 6.0 мм |
1 |
|
6 |
ЦНЦ |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Машина за брушење површина |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Машина за ручно млевење |
150*400 |
2 |
|
10 |
Вертикална машина за бушење |
ф1~32 |
3 |
|
11 |
Радијална машина за бушење |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Машина за глодање |
1150*500*500 |
2 |
|
14 |
Нормалне машине за сечење жице |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Брзе машине за сечење жице |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Стома ЕДМ |
300*200 |
1 |
|
19 |
3Д скенер |
650*550 |
1 |
Проба калупа за штанцање: Имамо механичку пресу од 200Т до 800Т

200Т механичка преса
Максимална величина стола: 2400 * 840 * 550 мм

400Т механичка преса
Максимална величина стола: 3300 * 1500 * 750 мм

800Т механичка преса
Максимална величина стола: 4200 * 1800 * 1200 мм
Услуга на једном месту:Као професионални произвођач прогресивног штанцања метала у кинеској индустрији алата са солидном способношћу и значајним капацитетом, ХТ Тоол анд Дие нуди интегрално решење купцима пројектовањем и изградњом алата за хладно и топло обликовање, провером прибора и алата за заваривање у глобалној аутомобилској индустрији индустрије.
Поређење калупа за штанцање: једноставно у односу на сложеноумретивс. Прогрессивештанцање металавс. Трансфер Диес
|
Феатуре |
Симпле Дие |
Сложена матрица или комбинована матрица |
Прогресивнаштанцање метала |
Трансфер Дие |
|
Операције |
Једна операција |
Вишеструке операције (један потез). Веома ограничен на дизајн. |
Више операција (секвенца). Мало ограничен на дизајн. Неке сложене операције извлачења захтевале би матрицу за пренос |
Вишеструке операције (пренос између станица). Могућ је сваки радни процес. |
|
Станице |
Једна станица |
Једна станица |
Више станица |
Више станица |
|
Сложеност |
Ниско |
Ниско до средње |
Висока сложеност |
Висока сложеност |
|
Тестирање и постављање калупа |
Лако |
Тешко |
Умерено. Модули смањују сложеност и повећавају ефикасност подешавања. |
Обично је лакше од прогресивног, али захтева уређаје за пренос и подизање који су такође сложени за дизајн. |
|
Ефикасност |
Веома ниско |
Ниско |
Веома високо |
Високо. Спорије од прогресивног с обзиром на потребне операције преноса. |
|
Цост |
Ниска цена алата, висока цена јединице |
Средња цена алата, средња јединична цена дела |
Висока цена алата, веома ниска цена јединице |
Обично су већи трошкови алата и јединични трошкови од прогресивних |
|
Обим производње |
Мала јачина звука |
Средње до велике јачине звука |
Велика количина (прикладно за масовну производњу) |
Велика количина, (прикладно за масовну производњу) |
|
Погодност |
Једноставни делови |
Једноставни делови |
Сложени делови |
Већи и/или конкавни делови, сложени делови |
|
Стопа искоришћења материјала |
Умерено до високо |
Умерено до високо |
Умерено. Потреба за пилотима и носачима може смањити коришћење материјала. Добар дизајн може значајно смањити произведени отпад. |
Умерено до високо |
|
Операција слепљивања |
1 удар |
1 удар |
Последња операција |
Прва операција |
Сложени алат и прогресивни алат Примена:

Достава и пакет за сложени алат и прогресивни алат:

Време испоруке за сложени алат и прогресивни алат:
|
|
Прогресивни алат |
Цомпоунд Тоол |
||||
|
Време испоруке |
Мали умире (Мање или једнако 1 М) Недеље |
СредњеВеличина ( 2 M-3M ) Недеље |
Велики Величина (3M- ) Недеље |
Sтржни центарВеличина Мање или једнако 2000 мм недеље |
Mедиум умире 2000-3000 мм недеље |
Велика величина Већа или једнака 3000 мм недеље |
|
Симулација |
2 -3.5 седмица |
3.5 -5.5 седмица |
5,5 недеља |
2 -3.5 седмица |
3.5 -5.5 седмица |
6 недеља |
|
Дизајн |
||||||
|
Паттерн |
|
|
|
0.5 седмица |
0.5 седмица |
1 недеља |
|
Ливење/челик |
0.5 -1 седмица |
1 недеља |
1,5 недеље |
3 недеље |
4 недеље |
4 недеље |
|
Мануфацтуринг |
2.5 -3.5 седмица |
3.5 -5.5 седмица |
7 недеља |
2.5 -4 седмица |
3.5 - 5.5 седмица |
7 недеља |
|
Термичка обрада |
||||||
|
Скупштина |
3 - 4 нед |
5 - 10 нед |
10 недеља |
3 - 4 нед |
5 - 10 нед |
10 недеља |
|
Ласерски сечени делови |
||||||
|
Офф делова алата |
||||||
|
ОК Партс |
||||||
|
Откупите |
||||||
|
Укупно |
8 -12 нед |
13 -22 нед |
24 недеље |
11 -15 нед |
16.5 -25.5 седмица |
28 недеља |
ФАК:
Које су различите врсте матрица?
✹Различите врсте матрица
✹Симпле Дие.
✹Цомпоунд Дие.
✹Прогрессиве Дие.
✹Трансфер Дие.
✹Цомбинатион Дие.
✹Мултипле Дие.
✹Округла подељена коцка.
✹Подесива матрица.
Дефиниција и процес за сложени алат?
Штанцање сложеним алатом се разликује од прогресивног штанцања алата по томе што се више операција – као што су сечење и обликовање – у једном потезу. Овај метод је сличан томе да кувар обавља неколико задатака резања једним брзим покретом.
Посебно је ефикасан за производњу равних делова, где се мора додати више функција истовремено. Овај једнотактни приступ обезбеђује високу прецизност и поравнање, што га чини идеалним за делове са изузетном прецизношћу димензија.
Предности спојаТоол Стампинг?
Примарна предност Цомпоунд Тоол Стампинг је његова прецизност. Пошто се више операција извршава у једном потезу, ризик од неусклађености између процеса је минимизиран, што резултира високо прецизним деловима.
Ова метода је такође ефикасна за производњу равних компоненти, јер смањује број потребних погодака у поређењу са другим методама, чиме се убрзава производња.
Поред тога, жигосање сложених алата има тенденцију да генерише мање отпадног материјала, доприносећи уштеди трошкова и еколошкој одрживости.
Недостаци и ограничењасложеног алата
Ограничења сложеног штанцања алата укључују његову нижу брзину производње од прогресивног штанцања алата, пошто се генерално користи за детаљнији и прецизнији рад, а не за масовну производњу велике брзине.
Штавише, постоје боље методе за сложене делове који захтевају вишеструке операције савијања или обликовања. Сложеност и дубина делова који се могу произвести су ограничени, што значи да је овај метод најпогоднији за једноставније, равније компоненте.
Popularne oznake: сложени алат и прогресивни алат, произвођачи сложених алата и прогресивних алата у Кини, добављачи, фабрика
Можда ти се такође свиђа





Pošalji upit